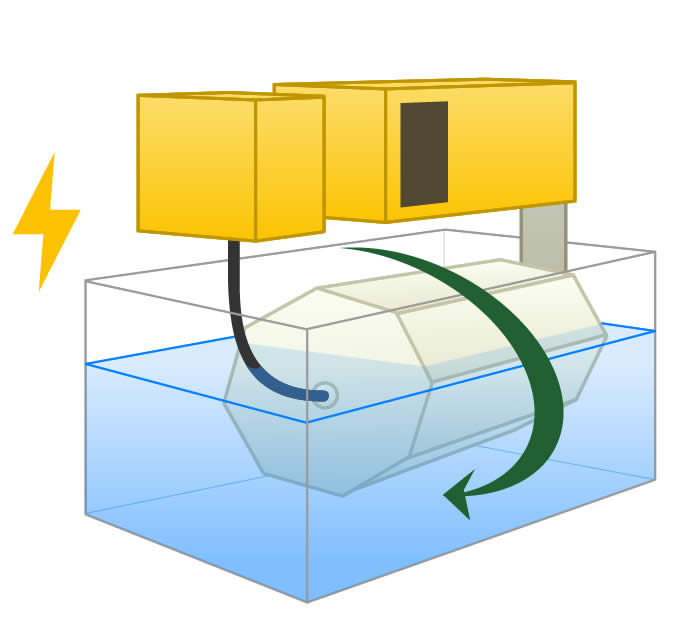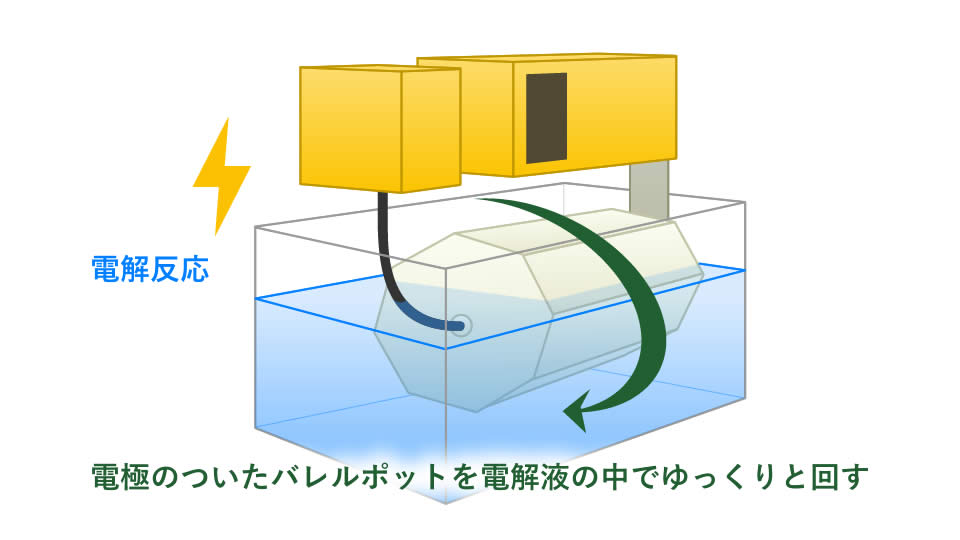
電解バレル研磨は、電極のついたバレルポットを電解液の中でゆっくりと回し、金属表面を電解反応によって、極微細な凹凸を溶解し、平滑化・鏡面化された金属面に仕上げる処理です。
主な工作物と特徴
- 微細加工部品
- 複数のサイズ違いの穴加工品
- バレルメディアが当たらない場所の微細バリの除去

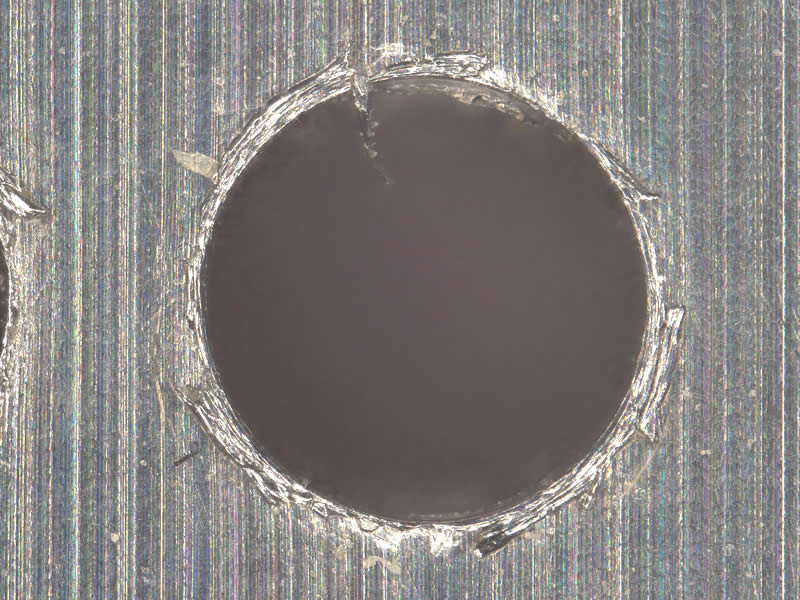
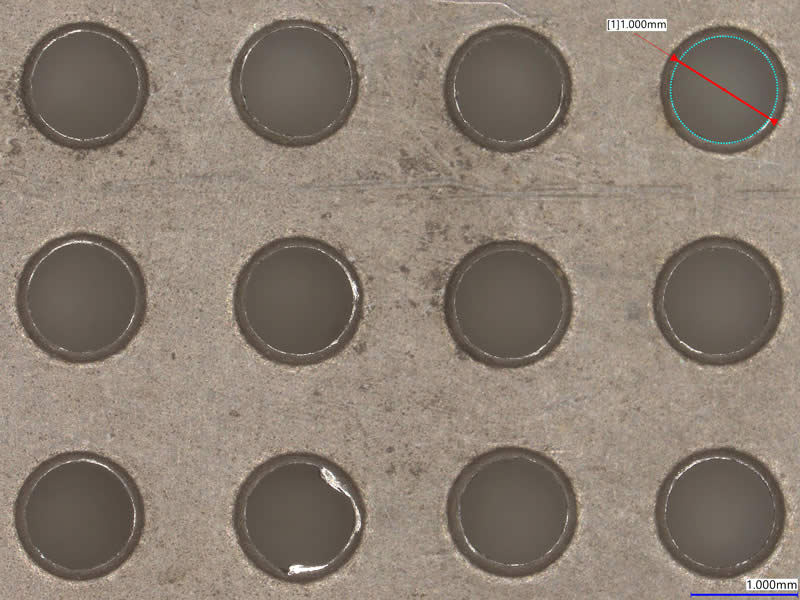
10mmサイコロ φ1.0貫通穴×18個
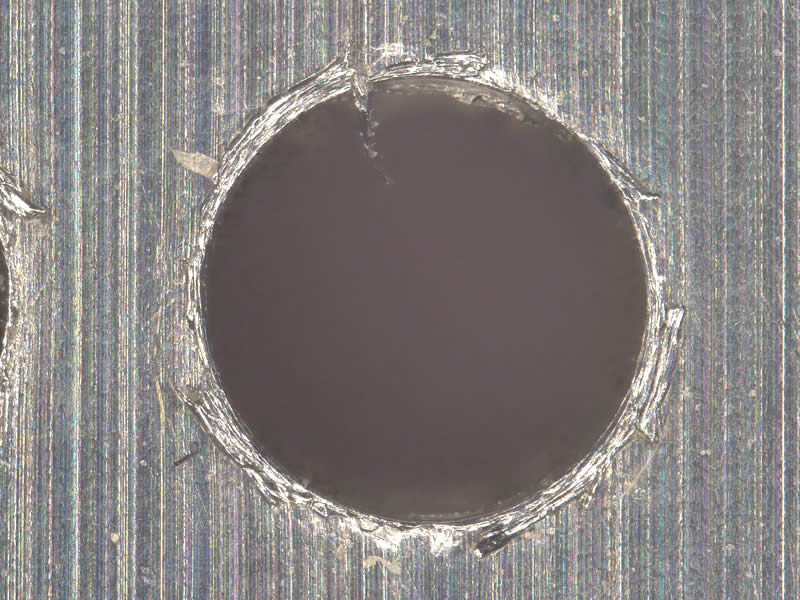
処理前
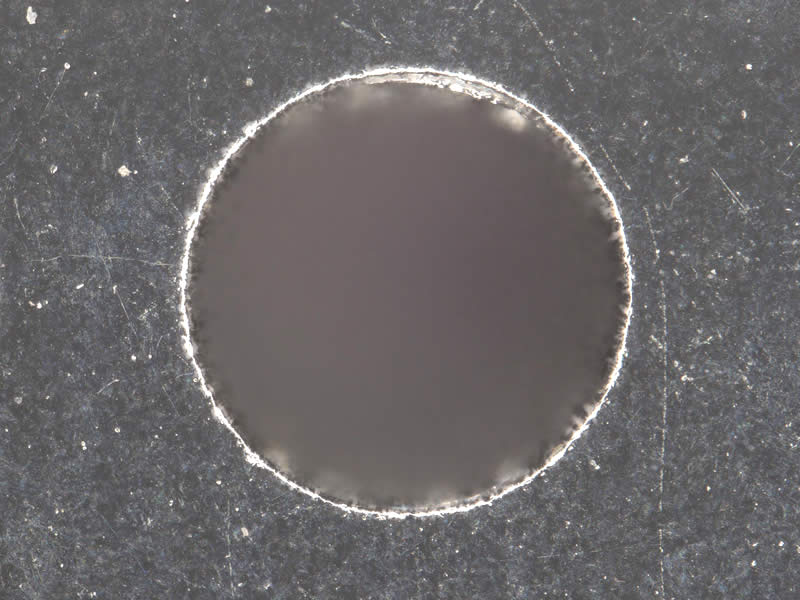
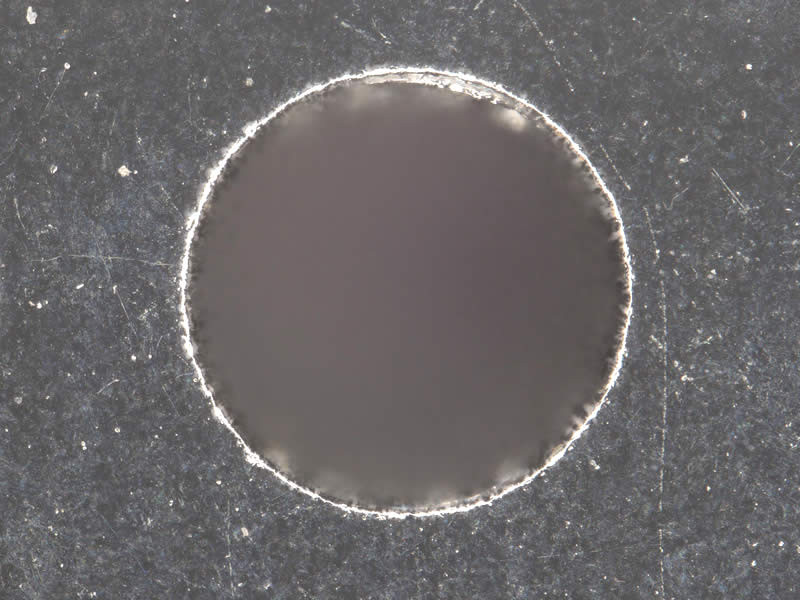
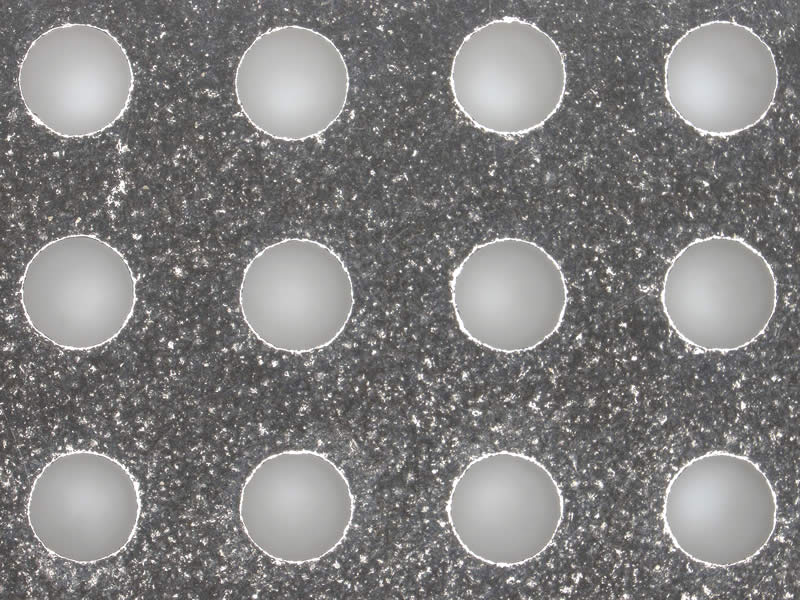
処理後
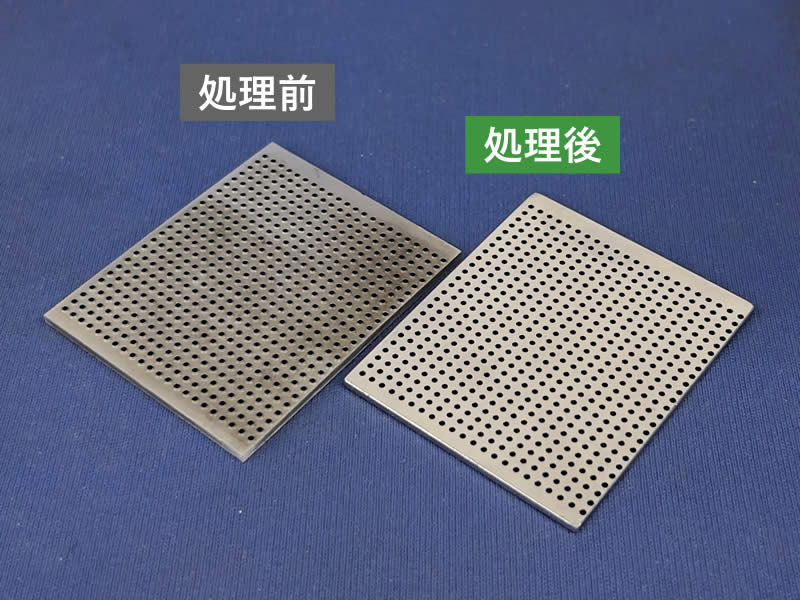
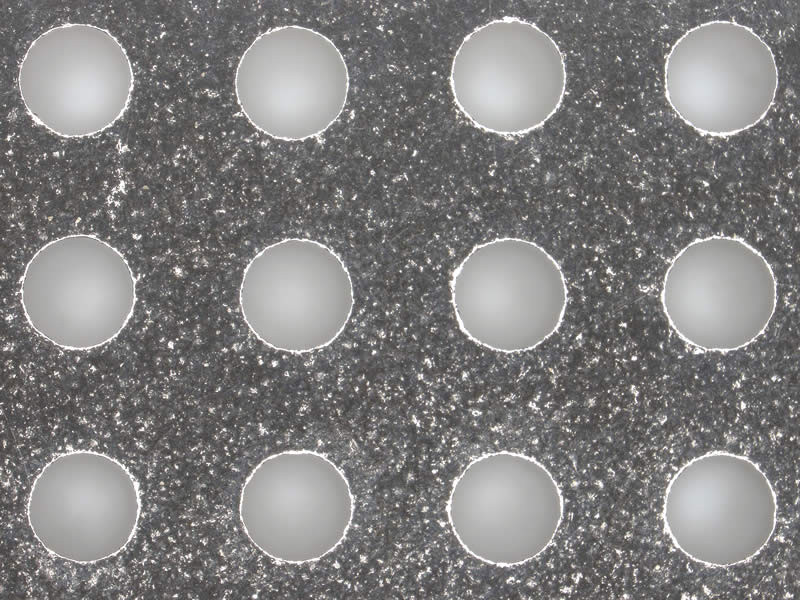
SUS板t2.0 φ1.0穴×550個
処理前
処理後

-
10mmサイコロ φ1.0貫通穴×18個
事業内容
BUSINESS
各種バレル研磨加工により、精度の高い研磨を実現しています。
小ロットから量産まで、試作1個からの特殊バレル研磨に対応
バレル研磨の種類

遠心バレル研磨
4つの小型の研磨槽が公転、自転を組合わせた高速回転を行い、 槽内でメディア(研磨石)と工作物の摩擦運動により研磨します。 バレル研磨機の中では最も研磨力が強く短時間で重切削から精密仕上げまで行えます。